 en
en Our factory has served countless products across various industries for 30 years, making a significant contribution to the cutting industry. Let us customize the cutting tools you need!
Mabu - CEO RisingBamboo
 Email: Mb@mingbaiblade.com
Email: Mb@mingbaiblade.com Tel.: +86-13855519988
Tel.: +86-13855519988



In metal sheet slitting and longitudinal cutting lines, rotary shear blades, though seemingly just simple steel rings, are the core components that determine shearing accuracy and cut quality. The journey of a high-quality rotary shear blade—from raw steel to installation on the machine—involves dozens of processes, including forging, heat treatment, cryogenic treatment, and precision grinding.
Today, we will use the manufacturing process of Mingbai Machinery Blade Technology Co., Ltd. as an example to unveil the complete transformation of a piece of steel into a high-precision finished industrial blade.
Stage 1: Strict Material Selection — Quality is Determined by Genes
All high-performance cutting tools begin with the right material. We select different material formulas based on the specific materials to be sheared, such as silicon steel sheets, stainless steel strips, or copper and aluminum foils.
For blades requiring high wear resistance, we often use Cr12MoV, SKD-11, or even alloy steels containing rare elements. These materials contain high levels of chromium and molybdenum, ensuring a uniform carbide structure after subsequent heat treatment, which lays a solid foundation for the blade's red hardness and toughness.

Stage 2: Forging and Annealing — Reshaping the Internal Structure
Once the steel arrives, the circular blades are not immediately sent for machining. They must first undergo the forging process.
Forging breaks down the original carbide segregation inside the steel, distributing it more evenly, thereby eliminating potential future chipping risks. After forging, the blanks undergo spheroidizing annealing to reduce hardness for easier machining, while also preparing the microstructure for the final quenching process.
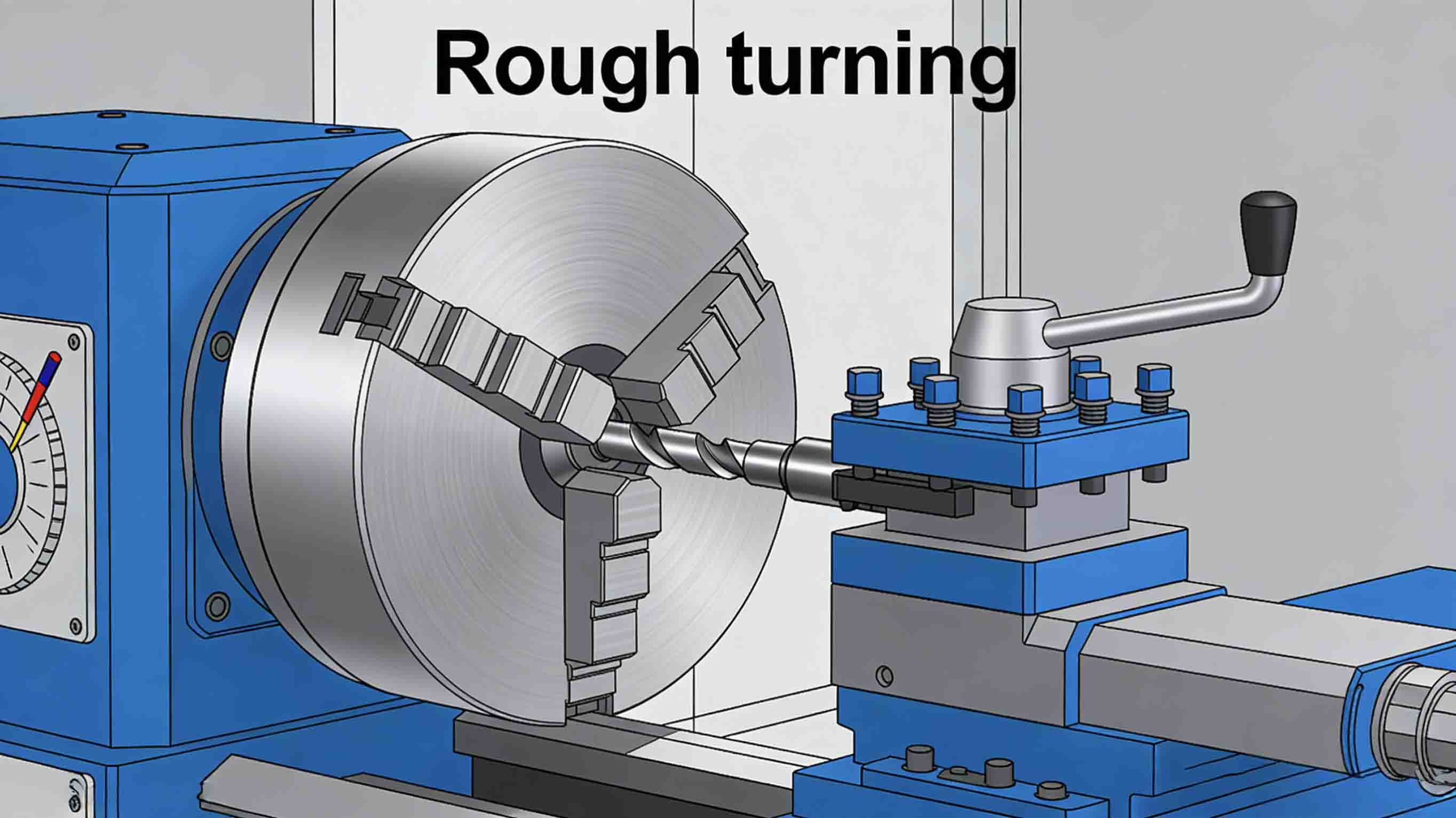
Stage 3: Rough Machining — Forming the Shape
After annealing, the steel becomes softer and easier to cut. On large vertical lathes or machining centers, the blades are rough-machined into their basic shapes, establishing the inner diameter, outer diameter, and thickness.
Technical Point: At this stage, we do not machine to the final dimensions. Instead, a finishing allowance of 0.40mm to 0.60mm is intentionally left. This allowance compensates for minor deformations that may occur during subsequent heat treatment and provides material for the final precision grinding stage.
Stage 4: Heat Treatment — Giving the Blade Its Soul
This is the most critical "core technology" step, directly determining the blade's lifespan.
1. Quenching: The blade is heated to a high temperature of 1020°C-1050°C and then rapidly cooled in oil or a salt bath to transform the steel into a hard martensitic structure.
2. Cryogenic Treatment: This is a key step for enhancing quality. We place the quenched blades into cryogenic equipment at temperatures between -140°C and -160°C for several hours. This promotes the transformation of retained austenite into martensite, significantly increasing the blade's hardness and dimensional stability, ensuring it maintains its size during long-term, high-speed operation.
3. Tempering: After cryogenic treatment, the blades need internal stresses relieved. They undergo multiple tempering cycles at around 500°C to stabilize the metallurgical structure, ultimately achieving an ideal state combining high hardness with necessary toughness.

Stage 5: Precision Grinding — A Battle for Micron-Level Accuracy
After heat treatment, the blades are hard but possess an oxide layer and minor deformations. This is where high-precision surface grinders and internal/external cylindrical grinders come into play.
We employ a stepped process of rough grinding, semi-finish grinding, and finish grinding. For demanding rotary shear blades, parallelism must be controlled to within 0.003mm. This is equivalent to one-twentieth of a human hair's diameter. Throughout the grinding process, not only is absolute machine precision required, but the technician's experience is also vital for controlling grinding heat and preventing burning of the cutting edge.
Stage 6: Polishing and Inspection — The Final Check Before Shipment
After precision grinding, the blades undergo polishing. Through polishing, the surface roughness can reach Ra < 0.07μm. This not only gives the blade a bright, mirror-like appearance but, more importantly, reduces friction with the material during shearing, preventing scratches on the strip.

Factory Inspection:
Before packaging, every blade must pass a rigorous "physical examination":
· Dimensional Check: Using micrometers to verify thickness tolerances.
· Runout Check: Simulating the installed state to check face runout and radial runout.
· Hardness Test: Random sampling to test Rockwell hardness, ensuring it meets the promised standard of HRC 58-62.
Stage 7: Rust Prevention and Packaging
Finally, the surface of precision-ground blades is very clean and highly susceptible to rust. Technicians apply high-quality rust-preventive oil and use custom packaging boxes for individual protection, ensuring the blades are not damaged by impact during transport.
Conclusion
From a simple piece of steel to a sharp blade capable of cutting tough materials, every step embodies the wisdom of materials science in heat treatment and the craftsmanship of precision machining. Mingbai Machinery Blade Technology Co., Ltd., through strict control over each of these processes, provides you with durable and reliable industrial cutting edges.
If you have specific customization needs for industrial blades or circular blades, please feel free to contact our technical team at any time.
Website: www.mingbaiblade.com
 IPv6 network supported |
Sitemap
|
Xml
|
Privacy Policy
IPv6 network supported |
Sitemap
|
Xml
|
Privacy Policy
leave a message
Scan to wechat :

Scan to whatsapp :
